1. BASKI ÜNİTESİNİN AYARLANMASI
Flekso
baskıda; mürekkebin bulunduğu mürekkep haznesinin içerisinde dönen
kauçuk merdane, mürekkebi aniloks (tramlı) merdaneye aktarır.
Aniloks
merdane, üzerindeki tram değeri oranında klişenin bağlı bulunduğu
klişe merdanesine aktarır. Klişe merdanesi baskı merdanesine (
ana merdane ) temas ederek aradan geçen baskı altı malzemesine baskı
yapar.
|  |
1.1. Aniloks Merdanelerin Tanımı
Hazne merdanesinden aldığı mürekkebi yüzeyindeki hücreler sayesinde kalıba aktaran tramlı merdanedir. Fleksonun
ilk kullanım yıllarında üzeri düz ve parlak olan transfer merdanesi
stereo üzerine gereken şekilde mürekkep vermiyor, baskı kalitesi
düşüyordu. Bu nedenle bugün kullanılan transfer merdanelerinin metal
olan yüzeyleri değişik şekilde oyuntularla kaplıdır ve merdaneye
“Aniloks merdane” adı verilmiştir.

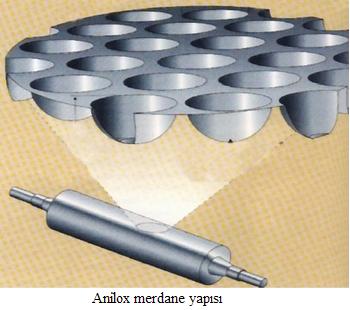 |
1.2. Aniloks Merdanelerin Yapısı
Tramlı
silindir yüzeyi, mürekkep aktarımını iyi sağlaması için hücrelere
bölünmüş ve dış etkenlere karşı kaplanmıştır. Aniloks yüzeyinin dış
yüzeyi seramik kaplıdır. Çünkü seramik aşınmaya karşı çok kuvvetlidir.
Bu özelliği sayesinde üzerindeki tramlı noktaları çok iyi muhafaza
edebilmekte ve renkli baskılarda kaliteli sonuçlar elde edilmektedir.
Merdanelerin
üzeri gravür silindirine benzeyen çukurlarla kaplıdır. Çukurların her
biri birer küçük mürekkep haznesi gibidir. Çukurların büyüklükleri ve
sayıları, taşınması istenen mürekkep miktarına göre farklılık gösterir.
Çukurların sayısı genellikle cm’de 60 adet ,
derinlikleri ise 0.050-0.100 mm’dir. cm’deki
çukur sayısı 120 ye kadar çıkabilir. Bu çukurların tabanı düz olduğu
için daha fazla mürekkep taşır.
1.3.Aniloks Merdanelerin Görevleri
Mürekkebin
bulunduğu mürekkep haznesinin içinde
dönen sisteme göre değişen genellikle
kauçuk kaplanmış mürekkep hazne silindiri
mürekkebi sistemin diğer elemanlarına aktarmakla
görevlidir. Bu silindir
hazneden kauçuk yardımıyla aldığı mürekkebi temas halinde olduğu tramlı
(aniloks) silindire aktarır. Tramlı silindir yüzeyin aldığı mürekkebi
tram değeri (1 cm ‘ deki hücre sayısı ) oranında kalıbın (klişenin)
bulunduğu klişe silindirine aktarır.
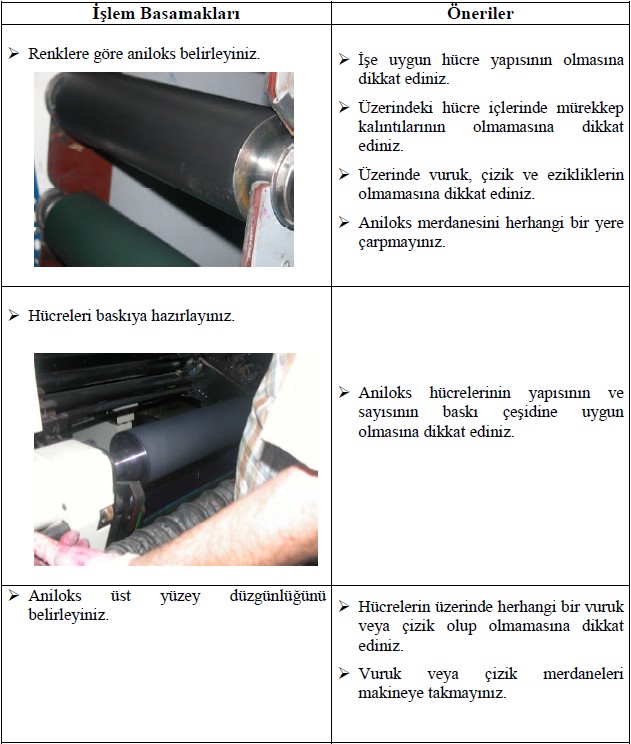
1.4. Basılacak Renklere Göre Aniloks Tram Seçimi
İyi
bir baskı sonucunun elde edilmesi için aniloks silindiri tarafından
mürekkebin doğru aktarımı gerekir. Baskı klişesi de baskı yapılacak
malzemeye aldığı mürekkep ile baskıyı gerçekleştirir. Zemin basan
renklerde 60’lık, 70’lik veya 80’lik aniloks, tramlı işlemlerde tram
değerine göre 120’lik, 160’lık, 200’lük aniloks seçilerek renk
sıralamasına göre aniloks merdaneler kullanılır.
Aniloks
merdanelerin renklere göre seçilmesi gerekmektedir. Renklerin filmdeki
ve kâğıttaki densite değerleri aniloks seçiminde etkili olmaktadır.
Renk
yoğunlukları kaçlık aniloks kullanmamız konusunda bize bilgi verir.
Trigromi işlerde rengin kontrastlığı, yani
bulunduğu bölgede görülebilirliği aniloks
tarafından aktarılacak mürekkep miktarını etkiler. Bu yüzden açık
renklerde daha ince tramlı, koyu renklerde daha kalın tramlı aniloks
kullanılmalıdır.
Emici
olmayan yüzeylere yapılacak baskılarda cm’de daha fazla sayıda
çukurların bulunduğu ince tramlı merdaneler kullanılır. Tramların kaba,
çukurların derin olması halinde kalıp üzerine gerekenden daha fazla
mürekkep taşınacak, bu da baskıda kenar taşmalarına, kirlenme ya da
ince çizgi ve yazıların dolmasına neden olacaktır. Bunun tam aksi,
tramlar gerekenden ince ve sığ ise baskıda özellikle masif yüzeyler tam
olarak mürekkep alamayarak boşluklar oluşacaktır.
1.5.Aniloksları Uygun Ünitelere Takmak
Flekso
baskı silindirleri işin türüne ve boyutuna göre bazı değişkenlikler
gösterebilir. Örneğin, silindir çapları işin boyutuna göre değişiklik
gösterir. Bu da makine baskı ünitesi üzerinde farklı çaptaki
silindirleri aniloks merdaneyle temas ettirecek şekilde yerleşmesi için
farklı yuvaların bulunmasını gerektirir.
Anilokslar işin
türüne ve renklere göre farklılık gösterir. Çok renkli baskı yapabilen
flekso baskı makinelerine aniloks
merdanelerinin renk ve iş farklılıkları
göz önünde bulundurularak baskı üniteleri üzerindeki uygun yere
takılması gerekmektedir. Aniloks merdanesinin baskı makinesi üzerinde
özel yuvaya rahatça girip çıkabileceği uçları vardır. Bunlar yuvalara
oturtulmak şartıyla kolayca makineye takılmış olur.
UYGULAMA - 1 :

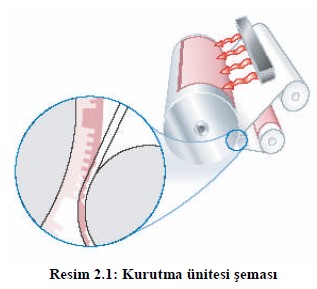
2. KURUTMA ÜNİTESİ
Mürekkebin baskı yapıldıktan sonra akışkan halden katı hale geçmesi olayına kuruma
denir. Flekso baskı mürekkepleri teknolojik gelişmeler sayesinde ve
baskı materyaline göre çeşitlilik göstermektedir. Kullanılan
malzemelerin özelliklerine bağlı olarak kurutma işlemi de farklılık
göstermektedir.
Solvent bazlı mürekkepler yüksek hızda sıcak
ve kuru hava ile kurutabilir. Su bazlı mürekkepler yüksek hızda sıcak
ve kuru hava ile kurutulabilir.
Flekso baskı tekniğinde solvent bazlı
mürekkepler yaygın olarak kullanılır. Kurutma üniteleri baskı
ünitelerinin hemen arkasına yerleşmiştir. Kurutma ünitesinden geçen
baskılı materyal yeni renk baskı için diğer üniteye geçer. Baskı
makinelerinde her rengin arkasında bir kurutma ünitesi vardır.
Kurutma üniteleri baskı makinesinin özelliğine bağlı olarak
farklılık gösterebilir.
UV
mürekkepler en yeni teknolojidir. Kurutulmaları gerekmez gaz ya da sıvı
atık yoktur. UV ışınlarına maruz kalana kadar sıvı halde kalan katı
maddelerden oluşmuşlardır.
|  |
Örneğin; ön-arka baskı yapabilen
makinelerde çift taraflı kuruma sağlamak için çift taraflı kurutma
üniteleri vardır. Hem ön yüzey hem de arka yüzey aynı anda kurutulmuş
olur.
2.1. Kurutma Ünite Çeşitleri
Flekso
baskı makineleri değişik kurutma
ünitelerine sahiptir. Baskı yapılacak materyale bağlı
olarak makinenin kurutma ünitesi değişiklik gösterebileceği gibi
kullanılan mürekkep türü de kurutma ünitesinin değişiklik göstermesine
neden olabilir.
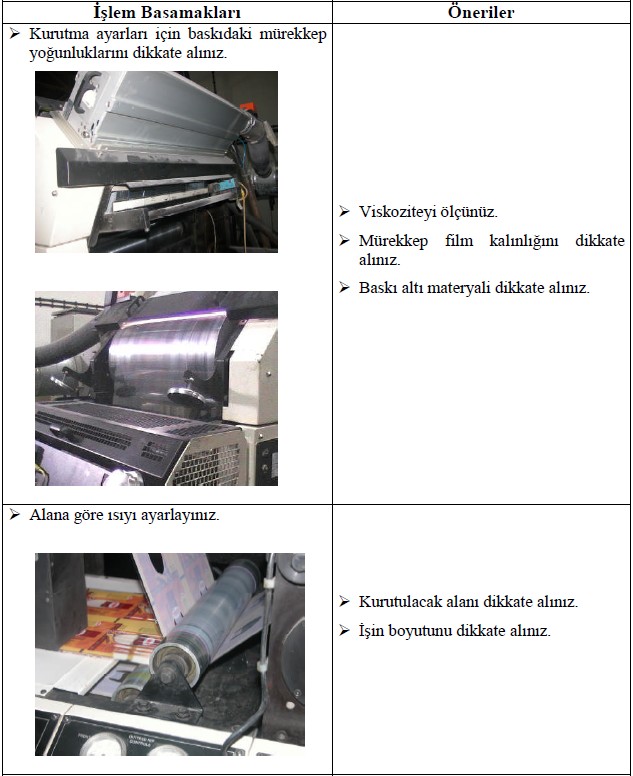
2.1.1.Sıcak Hava Püskürtmeli Kurutma
Klasik
flekso makinelerinde solvent bazlı mürekkepler kullanılmaktadır. Bu da
sıcak hava püskürtmeli kurutma üniteleri kullanımını gerektirir. Çünkü
solvent bazlı mürekkepler içerisindeki solventin uzaklaştırılması
sonucu kurur.
Çözücü içeren flekso mürekkeplerinin kuruması için
vantilatörle, bir düzenek sistemi üzerinden sıcak hava üflenir ve
böylece çözücünün buharlaşması hızlandırılır. Gereken kurutma ayarı;
Baskı altı malzemesi, Mürekkep ve Çözücü tertibine göre seçilir.
Kurutma ayarı için fırının ısı derecesi ayarlanır.
2.1.2.UV Kurutma
Bugün
çevre dostu su bazlı ve solventsiz mürekkep ve vernikler, yüksek
yoğunluklu mürekkepler, düşük ve solventsiz UV mürekkepler flekso
baskıda kullanılır.
Flekso
baskı UV mürekkepleri ofset baskı kalitesiyle rekabet edebilme
yeteneğine kavuşmuştur. UV kurutmalı makineler
kaliteli baskı, düşük üretim maliyeti,
yüksek randıman gibi birçok üreticinin aradığı özellikleri bünyesinde
barındırır.
UV
kurutmalı mürekkep kullanılan makine istenildiği zaman durdurulabilir.
Çünkü mürekkebin
kuruması gibi bir problem söz konusu
değildir. UV mürekkeple çalışan makinede baskıya 1 hafta
ara verildikten sonra bile herhangi bir zorluk olmadan yeniden baskıya
geçilebilir.
Kurutma
ünitelerinde yaşanan ve
sürekli olarak tekrarlanan UV kurutma
problemlerine karşı, şimdi
yeni teknolojiyle
donatılmış baskı makinelerinde hız
40m/dakikadan 90 m/dk.’ya çıkmıştır. UV kurutma sistemleri
kesin ve garantili çözüm sunuyor. Eski makinelerde kullanılan UV
lambaların ömrü 300-700 saat arası iken yeni UV sistemlerinde lamba
ömrü en az 1000 saattir.
UV
lambaya çıplak elle dokunulmamalıdır. Eğer dokunulmuşsa tüy bırakmayan
bir bezle veya beyaz alkol ile temizlenmesi gerekir. |  |
2.2.Kurutma Sistemleri
Genel olarak kuruma 7 değişik şekilde olmaktadır.
- Penetrasyon(Nüfuz etme): Mürekkebin sıvı fazının baskı yüzeyi tarafından emilmesi yoluyla oluşan kuruma şeklidir.
- Oksidasyon ve polimerizasyon: Mürekkebin vernik ve pigment kısmı havanın oksijeni ile birleşerek kimyasal reaksiyonlar sonucu sertleşmesidir.
- Polimerler:
Yapılarında düzenli bir şekilde
tekrarlanan küçük moleküllü birimlerden oluşmuş yüksek
molekül ağırlıklı bileşiklerdir.
- Buharlaşma (Evaporasyon): Mürekkep yapısında bulunan uçucu solventlerin baskıdan hemen sonra buharlaşarak mürekkep filminden uzaklaşmaları
yoluyla oluşan kuruma şeklidir.
- Radrasyon:
Ultraviyole (UV) ve Enfraruj
(IR)ışık enerjileri yardımıyla mürekkep
filminin baskı yüzeyinde sertleşmesi, polimerleşmesidir.
- UV kuruma:
Ultraviyole ışık enerjisi yardımıyla mürekkep
filminin baskı yüzeyinde sertleşmesi, polimerleşmesidir.
- IR kuruma:
Enfraruj ışık enerjisi yardımıyla
mürekkep filminin baskı yüzeyinde sertleşmesi,
polimerleşmesidir.
Flekso
baskı tekniğinde bu kuruma yöntemlerinin biri veya birkaçı baskı
materyali ve kullanılan makinenin özelliğine bağlı olarak kullanılır.
Özellikle buharlaşma ve UV kuruma sistemleri kullanılır.
UYGULAMA - 2 :

3. FORSA BASINÇ AYARI
3.1. Forsanın Tanımı
İki
silindirin birbirine veya aralarından
geçen baskı materyaline yapmış olduğu basınca
forsa denilmektedir.
3.2. Forsanın İşlevi
Forsa,
silindirlerin birbirlerine yaklaşmaları
esnasında aralarında oluşan boşluğun baskı
materyali veya mürekkep film tabakası
tarafından kullanılması esnasında baskıyı
etkilemektedir. Forsa, kaliteli baskının olmazsa olmazlarındandır.
İdeal forsa baskı kalitesini olumlu yönde etkilemektedir. Forsa
materyal üzerine görüntünün aktarılmasını sağlayan temel
unsurlardan biridir. Yine forsa ideal
film kalınlığında mürekkebin baskıya aktarılmasında
önemli rol oynar.
3.3. Forsa Ayarı Yapmak
Seri
baskıya başlamadan önce forsa ayarı kontrol edilir. Forsa ayarı kalıp
silindirini kumanda eden ve bu silindirin her iki ucunda bulunan
manivelalar sayesinde silindirin ileri ya da geri hareket ettirilmesi
sayesinde yapılır. Forsa ayarı yapılırken öncelikle dikkat edilmesi
gereken forsayı sıfırlamaktır. Manivelaların yavaş yavaş sıkılması ile
görüntü alınır. Materyal üzerinde görüntü ideal
olduğunda manivelalar, makinenin süratinden
doğan titreşimlerden etkilenmemesi için kilitlenerek sabitlenir. Bu
işlem trikromi baskıda, diğer kalıp silindirleri için ayrı ayrı
tekrarlanarak yapılır.
3.3.1.Aniloks Merdaneleri Klişelere Yaklaştırmak
İyi
bir baskı sonucunun elde edilmesi için aniloks silindiri tarafından
mürekkebin doğru aktarımı gerekir. İyi bir mürekkep aktarımı için
aniloks merdanenin klişeye olan forsasının yeterli ve doğru olması
gereklidir. Forsa
ayarı; aniloks merdanesini kumanda eden bu silindirin her iki ucunda
bulunan manivelalar sayesinde silindirin ileri ya da geri hareket
ettirilmesi sayesinde yapılır. Forsa ayarı yapılırken öncelikle dikkat
edilmesi gereken forsayı sıfırlamaktır. Manivelaların yavaş yavaş
sıkılması ile görüntü alınır.
3.3.2.Klişeleri Baskı Kazanına Yaklaştırmak
Seri
baskıya başlamadan önce forsa ayarı
kontrol edilmelidir. Forsa ayarı kalıp
silindirini kumanda eden ve bu silindirin her iki ucunda bulunan
manivelalar sayesinde silindirin ileri ya da geri hareket ettirilmesi
sayesinde yapılır. Forsa ayarı yapılırken öncelikle
dikkat edilmesi gereken forsayı sıfırlamaktır.
Manivelaların yavaş yavaş sıkılması ile görüntü
alınır. Materyal üzerinde görüntü ideal olduğunda manivelalar,
makinenin süratinden doğan titreşimlerden etkilenmemesi için
kilitlenerek sabitlenir. Bu işlem trikromi baskıda, diğer kalıp
silindirleri için ayrı ayrı tekrarlanarak yapılır.
3.4.Rakle Basıncını Ayarlamak
Flekso
baskı sisteminin önemli parçalarından birisi de sıyırma bıçağı
(Dr. Blade) denilen rakledir. Hazne içi merdaneden alınan mürekkep
aniloks merdane üzerine temas eden rakle ile istenilen film
kalınlığından inceltildikten sonra materyal üzerine aktarılır. Aniloks
merdane üzerindeki mürekkep kalınlığını rakle basıncı yani forsası
belirler.
Forsa ayarı rakleyi kumanda
eden bu sıyırma bıçağının her iki
ucunda bulunan manivelalar sayesinde raklenin ileri ya da geri
hareket ettirilmesi sayesinde yapılır. Forsa ayarı yapılırken öncelikle
dikkat edilmesi gereken forsayı sıfırlamaktır. Manivelaların yavaş
yavaş sıkılması ile ideal film kalınlığına ulaşıldığında işlem
tamamlanır. Materyal üzerinde görüntü ideal olduğunda manivelalar,
makinenin süratinden doğan titreşimlerden etkilenmemesi için
kilitlenerek sabitlenir.
3.5. Baskı Malzemesine Basınç Uygulamak
Flekso
baskı makinesinde ayarlar bittikten sonra makineyi baskıya almak için
baskı materyalini baskı klişesine yaklaştıran baskı altı pres uygulayan
silindirin yaklaştırılması gerekmektedir. Silindir
makine baskıdan çıktığı anda klişeden
uzaklaşarak materyal üzerindeki görüntünün çıkmamasını sağlar. Bu
ayarın yapılmasını sağlayan kolun çevrilmesi makinede baskı materyalini
klişeye yaklaştırarak baskının materyal üzerine çıkmasını sağlar. Bu
merdanenin forsa miktarı, materyalin kalınlığına göre değişmektedir.
Yine kolun çevrilmesi aradaki forsayı artırmaktadır.
4. MAKİNEYİ BASKIYA ALMAK
4.1.Fren ve Tansiyonu Ayarlamak
Flekso
baskı makinelerinde materyalin baskı makinesinde çalışırken bir
gerginliği vardır. Buna tansiyon denir. Tansiyon değeri sürekli ve
kesintisiz baskı için önemlidir. Makine üzerindeki panodan tansiyon
değeri girilerek makine çalıştırılır. İnce malzemelerde (PE, PP,OPP vs)
düşük tansiyon, kalın malzemelerde (kâğıt) yüksek tansiyon
girilebilir. Bunun değer aralıkları;
- Esneyebilirlik kabiliyeti
- Isıya dayanıklılığı
- Gerilime hassaslığı
- Kalınlık
- Kâğıt için gramaj göz önüne alınarak ayarlanmalıdır.
Flekso
baskı makinelerinde materyalin baskı
makinesinde çalışırken rulonun bitmesine yakın durmasını
sağlayan tertibata fren tertibatı denir. Yüksek süratle çalışan baskı
makinelerinde bobinin bitimine yakın makineyi otomatik durduran bir
fren sistemi vardır. Bobinin yeniden makineden geçirilmesi oldukça zor
ve zaman alan bir iştir. Bu sebepten bobin azalınca
makine durdurulmalı ve sonraki bobin
ekleme yapılarak makineden geçirilmelidir.
4.2.Balerini Ayarlamak
Flekso
baskı makinelerinde balerin ayarlanması baskı materyalini çözgü
ünitesinden sargı ünitesine kadar makine üzerinden doğru olarak
geçirilmesi ile yapılır. Materyale ve işe göre balerinin ayarı
yapılmalıdır. Balerin üzerinde hareketli WEB kontrolünü sağlayan bir
sistem vardır. Bu sistem sayesinde materyalin makine üzerinden hep aynı
noktaları takip etmesi sağlanır. Böylece yapılan ayarların da
kalıcılığı sağlanmış olur. Ön arka baskı yapabilen makinelerin
balerinlerinin ayarlanmasında materyali ters çeviren sistem sayesinde
arka baskı yapımına imkân verilmiş olur.
Ayrıca flekso baskı
makineleri etiket baskısı yapımında oldukça sık kullanıldığından
etiketlerin kesilmesini sağlayan sistem
makine sonuna yerleştirilmiştir. Etiketlerin
fazlalıklarının ayıklanmasını sağlayan sistem üzerinden atık ve işin
ayrı ayrı sarılmasını sağlayan sistem balerinin bu bölgelerinin de
ayarlanmasını gerektirir. Makinenin çalışır durumda olması, yapılan
ayarın materyal üzerinden takip edilmesi olanağını sağlar.
4.3.Kenar Kontrol Ünitesini Devreye Almak
Flekso
baskı makinelerinde kontrol, otomatik kontrol panellerinden
yapılmaktadır. Baskı için gerekli tüm ayarlamalar yapıldıktan sonra
üniteler sırayla kenar kontrol paneline aktarılır. Daha sonra tüm
kontroller bu panelden takip edilir
4.4.Fotosel Ayarı Yapmak
Makinede
tüm ayarlar yapıldıktan sonra baskının
kontrolü için fotosel aparatı kullanılarak yapılır.
Burada baskının kroslarının oturması kontrol edilir.Kaymalar anında
otomatik kontrol panelinden uygun değerler girilerek düzeltilir.
Fotoselin ayarlanmasındaki en önemli
unsur fotoselin makine hızıyla senkronize
edilmesidir.
Fotosel belli
aralıklarla fotoğraf
makinesi gibi flaş ışığı göndererek aldığı
görüntüyü ekrana yansıtmaktadır. Fotoselin senkronizasyonu üzerindeki
tuşlar yardımıyla yapılır. Hıza göre artırılıp eksiltilebilen ayar
tuşları kullanılmaktadır. Fotosel hareketli bir rayın üzerinde gidip
gelebildiği için işin istenilen bölgesinden görüntü alınarak kontrol
edilebilir.
Flexographic Machine - Flexoprinting - Flexo Baskı Makineleri - Flexo Baskı - Flekso Baskı Makinası |
