1. KLİŞELERİN SÖKÜLMESİ
1.1. Baskı Kalıplarının Sleevlerden (Gömlek), Sökülmesi
İşi bitmiş kalıplar sleevlerden sökülür. Gömleklerin (sleev) sökülmesi esnasında klişeye zarar gelmemesi için dikkatli olunmalıdır. Baskı esnasında ayrılma olmaması için,gömleğe sıkıca yapıştırılan kalıbın birleşme yerindeki kenarı, gömleğe zarar verilmeden kaldırılmalıdır. Kenarı açılan kalıp, altındaki yapıştırıcı banttan dikkatlice ayrılır. Kalıp, kalıp bandından sökülürken 90 derecelik açı ile çekilmelidir. Kalıp sökülmesi işlemi sırasında kalıp sleevden hızlı çekilerek sökülürse daha kolay sökülecektir. Yavaş çekilirse daha zor bir sökme işlemi olur.
1.2. Kalıp Altı Yapıştırıcıların Sökülmesi
Kalıp altı yapıştırıcılar sleev üzerinden sökülerek sleev temizlenmelidir. Kalıp altı bantları kalıpların sökülmesine benzer şekilde sleevlerden sökülür. Bant birleşme yerinden gömleğe zarar vermeden kenarı kaldırılmak suretiyle yüzeyden ayrılır. Yine dik açı ve hızlı çekim ile bant, sleev yüzeyinden sökülür. Sleev yüzeyi 50:50 (yarı yarıya) oranında karıştırılmış isopropanol ve su karışımı ile temizlenmelidir. Eğer bu karışımla temizlenemeyen kalıntılar varsa, çok sert veya aşındırıcı olmayan bir solvent kullanılarak tamamen temizlenmelidir.
   
Baskı kalıplarının sleevlerden sökülmesi Kalıp
altı yapıştırıcıların sökülmesi
Klişelerin temizlenmesi
1.3. Klişelerin Temizliği
Kalıp
silindirinin yüzeyinin temiz olması, artıklardan arındırılması oldukça
önemlidir. Bunun için baskı silindiri, sleeve yüzeyinde kullanılan
temizleyici maddelerle, yani 50:50 (yarı yarıya) oranında karıştırılmış
isopropanol ve su karışımı ile temizlenmelidir. Yine bu karışımla
temizlenemeyen yağ, mürekkep veya diğer kalıntılar, çok sert veya
aşındırıcı olmayan bir solvent kullanılarak temizlenmelidir. Daha sonra
silindirin yüzeyi temiz ve kuru bir bez ile silinmelidir.
Sleeve'lerin
temizliğinde üreticinin tavsiye ettiği solvent kullanılmalıdır. Bazı
durumlarda Sleeve'ler solventi emdiklerinden dolayı kalıp bandı
kuvvetli bir şekilde
yapışmamaktadır.İyi bir yapışma için kalıpların
arka yüzeylerinin de temiz ve kuru olması gerekir. Kalıp silindirine
takılacak kalıplar yeni hazırlanmış veya tekrar kullanılacak kalıplar
olabilir. Yeni kalıpların arkalarında kalıp hazırlama işlemlerinden
dolayı polimer artıkları olabilir. Bu artıklar kalıp bandının yapışma
gücünü olumsuz yönde etkiler.
Eğer silindire takılacak kalıp
daha önceden kullanılmış bir kalıp ise bunun arkasında mürekkep veya
yapışkan artıkları olabilir. Bu artıklar da kalıp bandının yapışma
gücünü olumsuz yönde etkiler. Kalıbın arka yüzeyi de 50:50 (yarı
yarıya) oranında karıştırılmış isopropanol ve su karışımı ile
temizlenmelidir. Eğer bu karışımla temizlenemeyen kalıntılar varsa, çok
sert veya aşındırıcı olmayan bir solvent kullanılarak tamamen
temizlenmelidir.
1.4. Klişelerin Saklanması
Fotopolimer kalıplar uygun ortamda saklandığı takdirde özelliklerinden birşey kaybetmeden, uzun süre saklanabilirler.
Kalıpların
içinde bulundukları karton kutular sürekli kapalı ve düz bir yüzeyde
tutulmalıdır. Aynı ölçüde olmak kaydıyla sadece on kutu üst üste
istiflenebilir, daha fazlası kalıplara zarar verebilir. Eğer büyük
miktarlarda stok tutulacaksa, uygun şekilde bir raf düzeni
hazırlanmalıdır. Sıcaklık, fotopolimer kalıpların daha hızlı
bozulmasına neden olduğu için kutular açılmamış olsa bile direkt güneş
ışığı almamasına ve kalorifer yanına istiflenmemesine dikkat
edilmelidir.
Kutular açıldıktan sonra kalıplar içinden
çıkartılarak uygun ölçüdeki çekmecelerde, kalıpların arasına köpükten
yapılmış tabakalar koyularak saklanmalıdır. Kalıplar kuru ve serin bir
ortamda saklanmalıdırlar. Fotopolimer kalıplar kullanılmadan önce oda
sıcaklığında şartlandırılmalıdır. Kalıpların içinde bulunduğu karton
sadece emniyet ışığında açılmalıdır. Beyaz ışık veya UV ışığın girişi
engellenmelidir. Gün ışığı, floresan lamba veya normal lamba bir miktar
ultra viyole ışık yaymaktadır ve ışık kalıbın polimerizasyona başlaması
için yeterli olabilmektedir.
Odanın dışarı açılan
pencerelerine UV ışığı kesen filtre filmler takılarak, UV ışığın içeri
girmesi engellenmelidir. Çalışma alanının aydınlatılmasında amber,
altın sarısı veya sarı ışık kullanılmalıdır. Normal floresan lambaların
üzerine, belirtilen renklerde filtre filmleri de kullanılabilir.
Kalıpların üzerine ağır objeler konmasından kaçınılmalıdır. Ağır
objeler kalıbın ezilmesine neden olmaktadır. Kalıpların üzerine basınç
uygulamasından her zaman kaçınılmalıdır. Ham kalıbın kesilmesi, özel
giyotinler kullanılarak yapılmalıdır. Giyotinde kalıp kesilirken
koruyucu film üste bakmalıdır.
2. MÜREKKEP ÜNİTELERİNİN TEMİZLİĞİ
2.1. Mürekkep Temizliğinde Kullanılan Maddeler
Günümüzde
flekso makinelerinde mürekkep temas eden bölümlerini temizleyebilmek
için mürekkebin içine katılabilen solventler kullanılmaktadır.
2.2. Haznedeki Mürekkebin Alınması ve Hazne Temizliği
Flekso
baskı makinesinin temizliği haznedeki mürekkebin alınması ile
başlar.Haznede bulunan fazla mürekkep bir sonraki kullanım için devir
daim motoru yardımı ile veya huni yardımı ile ağzı kapalı kaplara
alınır. Ağzı sıkıca kapanan kaplarda mürekkepler muhafaza
edilmelidir.Mürekkep hazneleri genellikle flekso baskı mürekkebinin
içine katılabilen solventler yardımıyla iyice temizlenmelidir.
Temizleme temiz bez ile yapılmalıdır. Kurumuş mürekkep artıkları
sökülemiyorsa özel kimyasallar kullanılarak temizlenmelidir.
2.3. Mürekkep Hortumlarının Temizliği
Mürekkep
haznelerinden mürekkep alımında kullanılan mürekkepler, hortum
yardımıyla aktarılmaktadır. Dolayısıyla hortumların renk değişimi
esnasında temizlenmesi gerekmektedir. Hortumlar, mürekkep tanklarından
çıkartılıp içerisinde solvent olan bir kap içerisine bırakılır.
Devirdaim motoru yardımıyla hortumların içerisinden solvent devirdaimi
yaptırılır. Bu esnada hortumların içerisi temizlenir.
Mürekkep haznelerinin
temizliği
Mürekkep
hortumları
Mürekkep saklama kabı
2.4. Artan Mürekkeplerin Saklanması
Artan
mürekkepler, bir sonraki sefer tekrar kullanılmak üzere, ağzı sıkıca
kapatılmış kaplarda saklanmalıdır. Kabın dışına mürekkep ile ilgili
renk ve diğer bilgiler etiket yardımı ile yazılmalıdır.
3. RAKLELERİ TEMİZLEMEK
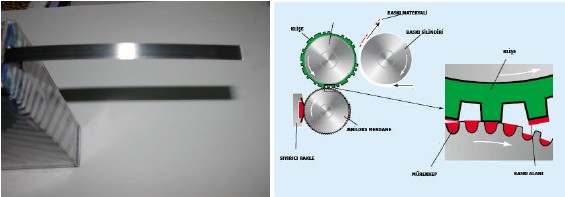
3.1. Sıyırma Bıçağı (Rakle)
Aniloks
merdane yüzeyindeki fazla mürekkebi sıyırma işlemini, rakle denilen
sıyırma bıçağı yapmaktadır. Flekso baskı makinelerinde sıyırma bıçağı
aniloks merdane üzerine temas ederek aniloks yüzeyindeki fazla
mürekkepleri sıyırır. Sıyırma bıçakları uçtaki çelik bıçağı tutacak
gövde ve bu aparatın makineye takılabilirliğini sağlayan destek kısmı
ile bıçağın aniloksa mesafesini ayarlayan ayar vidalarından oluşur.
3.2. Sıyırma Bıçağını Koruma Şartları
Flekso
baskı makinelerinde sıyırma bıçağının rolü oldukça önemlidir. Baskı
materyaline aktarılacak mürekkep miktarının belirlenmesinde sıyırma
bıçağı etkin rol oynar. Flekso baskı makinelerinde sıyırma bıçağı,
aniloks yüzeyine sürtünmeden dolayı çok çabuk yıpranmaktadır. Bu
sebepten sık sık değiştirilmesi gerekmektedir. Sıyırma işlemini yapan
çelik şerit uç, rulo hâlde kutularda bulunmaktadır. Uç değişikliği
sırasında istenilen ölçüde kesilerek kullanılabilir. Uç değişikliği
veya temizlik esnasında çelik ucun zarar görmemesi için çok dikkatli
olmak gerekir. Makinede ayar yapılırken forsanın gereğinden fazla
verilmesi de ucun yıpranmasına ve iş görme yetisini kaybetmesine neden
olur.
3.3. Raklenin Temizlenmesi
Rakle
üzerindeki mürekkepler temiz bir bez üzerine sürülen solvent veya alkol
yardımıyla yapılır. Rakleleri temizlerken rakle üzerinde mürekkep
kalıntılarının kalmaması gerekir. Aksi takdirde baskıda rakle görevini
yerine getiremez.
4. MAKİNE GENEL BAKIMI
4.1. Çözgü Ünitesi Bakımı
Basılacak
malzemenin bulunduğu bölümdür. Malzeme bu bölümden çözülerek baskıya
gider. Bu ünite basılmamış malzemeyi taşıdığı gibi malzemenin
gerginliğini de kontrol eder. Bu ünitenin bakımında temizlik ve yağlama
işlemleri önemli rol oynar. Havalı mil kullanılıyorsa, tırnakların
durumu kontrol edilmelidir. Problemli olanları gerekirse yenisiyle
değiştirilir.
4.2. Sargı Ünitesi Bakımı
Basılmış
malzemenin sarıldığı bölümdür. Bu bölümün bakımı, temizlik ve yağlama
yapılarak gerçekleştirilir. Yine havalı sistem mil kullanılıyorsa mil
tırnaklarının sağlamlığı ve hava kaçırıp kaçırmadığı kontrol edilerek
yapılır.
4.3. Baskı Ünitesi Bakımı
Baskı
işleminin gerçekleştiği baskı ünitesi üzerinde sürekli mürekkeple işlem
yapılan bir ünite olması sebebiyle temizliği çok önemlidir. Mil
başlarının yağlanması. yuvaların kontrolü bu ünitenin bakımı için
önemlidir. Baskı ünitesi üzerinde çok sayıda ayar noktası
bulunmaktadır. Ayar noktalarının temizliği ve düzgün çalışılırlığı
kontrol edilmeli ve sağlanmalıdır.
4.4. Kurutma Fırını Bakımı
Kurutma
fırınları mürekkebin kuruyarak materyal üzerinde sabitlendiği
bölgelerdir. Havalı kurutma sisteminde fanların düzgün çalışıp
çalışmadığı, ıstıcıların ayar kontrolleri ve bakımları gerkir. UV ve IR
kurutmada ise ısı kontrol birimlerinin çalışması sağlanmalıdır. Bu
kurutma sistemleri lambalarla sağlandığı için lamba ömürleri takip
edilip uygun zamanda değiştirilmelidir.
4.5. Aniloks Silindir Bakımı
Aniloks
silindirler doğru mürekkep için en önemli bölümdür. Aniloksların hücre
tıkanıklık kontrolleri yapılmalıdır. Temizliğine çok önem verilmelidir.
Aksi takdirde gözeneklerde mürekkep kurur ve görevini yapamaz hâle
gelir. Ayrıca özel bölümlerde korunması gerekir çünkü vuruk ve çizikler
aniloksun düzgün mürekkep vermesini engeller.
4.6. Sıyırma Bıçakları
Sıyırma
bıçakları aniloks üzerindeki fazla mürekkebin sıyrılması için önemli
bir parçadır. Sıyırma bıçaklarının temizliği önemlidir. Bıçak ağzının
açısı ve sağlamlığı da görevini yapması açısından önemlidir.
4.7. Makinenin Periyodik Bakımı
Makinenin
periyodik bakımı, değişik zaman dilimlerine göre makinenin parçalarının
hassasiyetine göre belirlenmiştir. Makineleri üretici firmaların
tavsiyeleri doğrultusunda bakıma almak gerekmektedir. Makineler günlük,
haftalık, aylık, 6 aylık, ve yıllık bakımlara alınmalıdır.
- Günlük
bakımda, kırık dişlilerin kontrolü, gevşek zincir ve bantların
kontrolü, baskı ve diğer merdanelerin temizliği gibi konulara dikkat
edilir.
- Haftalık
bakımda, ana motorun kayış gerginliğinin kontrol edilmesi, kalıp
silindiri ve taşıyıcı boya merdanelerinin yuvalarının yağlanması
gerekir.
- Aylık bakımda, nip merdanelerin şaftının yağlanması gerekir.
- Altı
aylık bakım, zincirler ve şaftın makine birleşme noktası yağlanır. Gres
noktaları kontrol edilerek gerekiyorsa gres pompalanır.
- Yıllık bakım, bobin kaldırma dişlilerinin greslenmesi, şaft dişli kutusu kontrol edilip ihtiyaç varsa yağ ilave edilir.

Flexographic Machine - Flexoprinting - Flexo Baskı Makineleri - Flexo Baskı - Flekso Baskı Makinası |
