1. BASKI MAKİNESİNİ BASKIYA ALMA
1.1. Flekso Baskı Prensibi
Sistemin düzeneği ve çalışma prensibi kısaca şu şekildedir: Sistem; mürekkep haznesi, mürekkep hazne silindiri, tramlı (aniloks) silindiri, kalıp(klişe) silindiri ve baskı silindiri ile bu iki silindirin arasında kalan baskı materyali düzeneğinden oluşur.Mürekkebin bulunduğu mürekkep haznesinin içinde dönen sisteme göre değişen; ancak genellikle kauçuk kaplanmış mürekkep hazne silindiri, sistemin diğer elemanlarına mürekkebi aktarmakla görevlidir.
Bu silindir, hazneden kauçuk yardımıyla aldığı mürekkebi temas hâlinde olduğu tramlı (aniloks) silindire aktarır. Tramlı silindir yüzeyi, mürekkep aktarımını iyi sağlaması için hücrelere bölünmüş ve dış etkenlere karşı kaplanmıştır. Adını da buradan almıştır. Tramlı silindir yüzeyin aldığı mürekkebi tram değeri
(1 cm'deki hücre sayısı) oranında kalıbın (klişenin) bulunduğu klişe silindirine aktarır. Böylece klişe ince bir film kalınlığında mürekkep ile kaplanmış olur. Klişe silindiri, yüzeyine aldığı bu mürekkebi karşı baskı silindirin belirli bir basıncı ile aradan geçen baskı materyaline aktarır. Baskı böylece gerçekleşmiş olur.
1.2. Flekso ile Basılabilir İşler
Flekso
baskı sistemi, baskı altı malzeme kullanımı açısından en esnek baskı
sistemidir. Flekso baskı sistemi ile diş kürdanın çok ince olan
paketinden, metalize folyolara kadar her türlü baskı altı malzemesine
baskı yapılabilmektedir. Düşük viskoziteli flekso baskı mürekkepleri ve
bu mürekkeplerin yüksek tutunma özellikleri, bu baskı sisteminde geniş
bir ürün yelpazesine baskı yapılabilmesine yardımcı olmaktadır. Flekso
baskının bu özelliği, fleksoyu diğer baskı sistemlerine göre çok fazla
yaygınlaşır hâle getirmiştir.
Bu yaygınlaşmada flekso baskının
her türlü baskı altı malzemesine baskı yapabilmesinin yanı sıra, farklı
yapıda ve farklı kuruma özelliğine sahip çeşitli mürekkepler
kullanabilmesi de büyük rol oynamaktadır. Flekso baskı sisteminde
kullanılan baskı altı malzemeleri; kâğıt ve karton, mukavva, plastik
film türevleri, metalize materyaller ya da alternatif (farlı
birleşimlerden oluşan) materyaller olabilmektedir. Bu baskı altı
materyallerinin kullanımında özellikle film vemetalize materyallere
uygulanacak baskı son işlemleri (laminasyon, korona vb.), materyalin
basılabilirlik özelliklerini belirlemektedir. Ambalaj ürünleri ve
etiket için kâğıt ve oluklu mukavvaya baskı yapılmaktadır. Film
materyaller, ambalaj ve etiket üretiminde oldukça yoğun kullanılan
malzemelerdir.
1.3. Baskı Makinesini Baskıya Almada İzlenecek Yol
Flekso
baskıda baskı için klişe hazırlandıktan sonra montaj işlemleri yapılır
ve kalıp kazanına takılır. Kalıp kazanına takılırken kalıp silindirinin
iki ucundaki miller silindirin çapı doğrultusunda dişli takılmalıdır.
Örneğin, 40 cm'lik kazan için 40 dişli kullanılmalıdır.Dişliler,
kazanların yanına alyan anahtarı ile takılır. Kazanın her iki ucuna
rulman takılır. İşe göre renklerin tram yoğunluklarına göre (aniloks)
merdanesi değişimi yapılır. Aniloks merdane üzerinde mürekkebi sıyırmak
için kullanılan bıçağın da ayarlanmasıyapılır. Bu ayarlamalar bittikten
sonra makineye basılacak baskı materyalinin takılması işlemi yapılır.
Havalı
milin supabına hava tabancasıyla hava sıkılır. Havalı mil, bobin
yatağına yerleştirilir. Baskı materyali ünitelerden geçirilir. Baskıya
göre ortalanır. Sarıcıya takılan bobinin ebadına göre boş bobin
(masura) takılır. Baskı aşamasına geçilmeden önce kullanılacak ayar
bobini masuraya takılır.
Mürekkep haznesi kapakları mutlaka baskı
sırasında kapatılmalıdır. Bu sayede mürekkebin silindirlere sıçraması
önlenir. Mürekkebin hazneye konmasından sonra makine ilk görüntünün
alınması için çalıştırılır.
Burada baskı ustasının dikkat
etmesi gereken husus, makineyi en düşük sürati ile çalıştırarak ilk
görüntüyü almasıdır. Aksi hâlde süratli olarak makineyi birden
çalıştırmak baskı materyalin kopmasına ya da görüntüde atlamalara sebep
olacaktır. İlk görüntünün alınmasından sonra görüntünün diğer baskı
tekniklerinde olduğu gibi materyalin nerelerine baskı yaptığı, baskının
üst üste oturup oturmadığı mürekkebin ya da kalıbın sebep olabileceği
baskı bozukluklarına dikkat edilir. İlk görüntünün alınmasından sonra
baskının materyal üzerinde istenilen yerlere gelmemiş olması, yani ayar
kaçıkları ihtimali çok yüksektir.
Yapılan prova baskısı ile
bunlar tespit edilerek pozisyon ayarları sayesinde istenilen yerlere
baskı yapılması sağlanır. Kutur ayarı, kalıp silindirine çevresi
boyunca tur atlatılarak yapılır. Bu işlem için kalıp silindiri diğer
silindirlerden ayrılarak boşa alınır ve silindirin her iki ucundaki
millerin üzerine monte edilmiş olan dişliler sayesinde gerektiği kadar
tur atlatılmasından sonra tekrar yerine oturtularak sabitlenmesi
sağlanır. Yan ayarı makine çalışırken kalıp silindiri için yapılır.
Makinenin çalışır durumda olması, yapılan ayarın materyal üzerinden
takip edilmesi olanağını sağlar. Yapılan bu ayarlardan sonra seri
baskıya başlamadan önce forsa ayarı kontrol edilir.
Seri baskı
sırasında görüntünün kontrolünü gözle yapmak oldukça zordur. Ancak özel
olarak bu iş için yapılmış fotosele bağlı olarak çalışan görüntü
inceleme aygıtı stroboskop, makine hızıyla senkronize edilerek
görüntünün göz için duruyormuş izlemini sağlar ve rahatça baskının
kontrolünü mümkün kılar ve baskıdan doğan baskı bozukluklarına anında
müdahale imkânı verir.
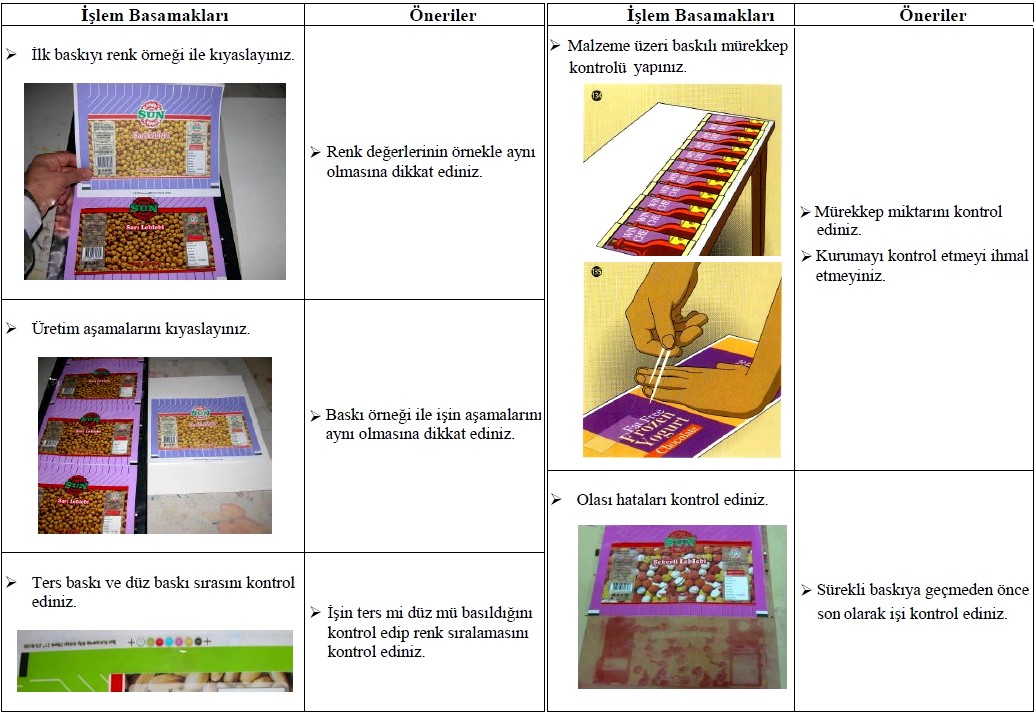
2. İLK BASKI KONTROLÜ
2.1. Mürekkep Miktarı Kontrolü
Baskı
yapılacak yüzeyde çizgiler ne kadar ince ise klişeye aktarılan mürekkep
miktarı da o nispette daha az olmalıdır. Büyük yüzeyli baskı alanları,
küçük baskı alanlarından daha fazla mürekkebegereksinim gösterir.
Yüzeyi iyi örten bir mürekkep filmi elde edebilmek için baskı yapılacak
maddenin dış yüzeyi ne kadar pürüzlü ise mürekkep miktarı o nispette
daha fazla olmalıdır.
Emici baskı yapılacak malzemede emilme
nedeniyle emici olmayan baskı yapılacak malzemeden daha kalın mürekkep
tabakasına gereksinim vardır. Baskı yapılacak malzemeye bağımlı olarak,
aktarma yapacak bütün baskı merdanelerinde ve baskı yapılacak
malzemenin dış yüzeyinde kapalı bir mürekkep filmi olmalıdır.
Kesinlikle
mürekkep aktarımında basılacak motife bağımlı kalınmalıdır. En ince
baskı elemanlarının dahi temiz baskı yapması için baskı elemanları ne
kadar
ince ise, baskı mürekkebi miktarı da o nispette daha az
olmalıdır. Baskı mürekkebi miktarı, baskı yapılacak malzemenin dış
yüzeyine ve baskı motifine
göre dengelenmelidir. Baskı motifinin
inceliği, baskı yapılacak malzemeye ve tespit edilen baskı mürekkebi
miktarına göre dengelenmelidir.
2.2. Kalıba ve Orijinale Göre Baskı Kontrolü
Kalıba
ve orijinale göre baskı kontrolü yapılır. Kontrolde dikkat edilecek
husus, uygun kalıpla uygun rengin kullanılıp kullanılmadığıdır.
Kalıpların kenarlarında hangi renge ait oldukları yazmaktadır. Bu
rengin, baskıda kullanılan renkle aynı olması gerekir. Rengin
orijinalle aynı olması da orijinal ile kontrol edilerek sağlanır.

2.3. Baskı Öncesi Yapılmış Hataların Kontrolü (Harf, Tarih, Ters)
Baskı
öncesi tasarım ve dizgi aşamasında hatta kalıp aşamasında yapılmış
hataların tespiti için ilk baskı kalıp ve orijinal kıyaslanarak kontrol
edilir. Harf, tarih ve görüntülerde terslik olup olmadığı kontrol
edilir. Var olan hatalar için düzeltmeye gidilir. Hata yok ise sürekli
baskıya geçilir.
UYGULAMA - 1 :
Flexographic Machine - Flexoprinting - Flexo Baskı Makineleri - Flexo Baskı - Flekso Baskı Makinası |
