
| Aşağıdaki Teknik Bilgiler Kısa Adı MEGEP Olan; T.C Milli Eğitim Bakanlığı Mesleki Eğitim ve Öğretim
Sistemini Güçlendirme Projesinin Resmi Web Sitesinden Derlenmiştir. | 1- Flexo Baskı Makinesi Üretime Hazırlık | | | | | 12- | | | 13- | | | 14- | | | 15- |
| |
KORONA '' Yüzey İşleme ''
Polietilen, polipropilen, polyester, naylon,
PVC, metalize baskı materyalleri üzerine baskı yapabilmek için Korona
olarak isimlendirilen bir yüzey işlemine tabi tutulurlar.
Bu
malzemeler, üretildiklerinde doğal yüzey gerilimleri düşüktür veya
beklemeden ya da farklı nedenlerden, basılabilirlik özelliklerini zaman
içinde yitirirler. Bu şekilleri ile makinede baskıya alındıklarında
yüzeyde mürekkebin tutunamadığı görülür.
Malzemenin yüzey gerilimi,
mürekkebin yüzey geriliminden düşükse mürekkep düzgün yayılamaz ve
yüzeyde damlacıklar hâlinde kalır. Böyle durumlarda korona
işlemi ile yüzey, tekrar basılabilir hâle getirilir.
|  |
Korona
cihazı baskıya girmeden, çözücü ile
birinci ünite arasında bir yerdedir. Malzeme
cihazın içinden geçirilir. Cihazın içinde iki adet merdane ve bu
merdanelerin üzerinde üçer adet elektrot bulunur. Malzeme bu iki
merdaneden geçirilir. Burada operatörün dikkat etmesi gereken en önemli
konu malzemenin cihaz içindeki merdanelerin yüzeyine altında hava
kalmayacak şekilde iyi sarılmasıdır. Aksi takdirde arka yüzeye korona
atlaması olacaktır.
Cihaz çalışmaya başladıktan sonra
elektrotlara verilen voltaj merdanelere doğru geçmek ister. İşte bu
geçiş elektron hâlinde gerçekleşir. Bu akış birçok zerrecik hâlinde
aşağıya inerken malzeme
yüzeyinde gözle görülemeyen pürüzler oluşturlar. Bu
da mürekkebin yüzeye yayılabilirliğini ve iyi tutunmasını sağlar.
 
1. FLEKSO MÜREKKEPLERİ
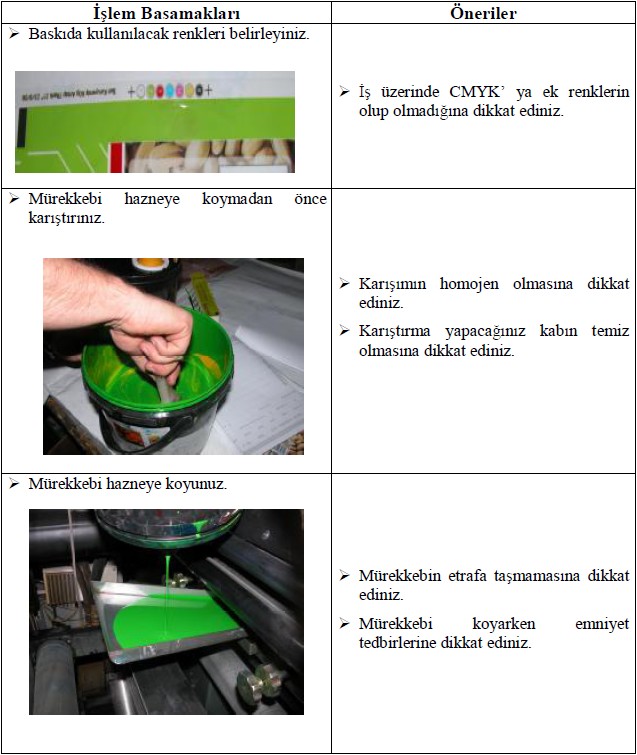
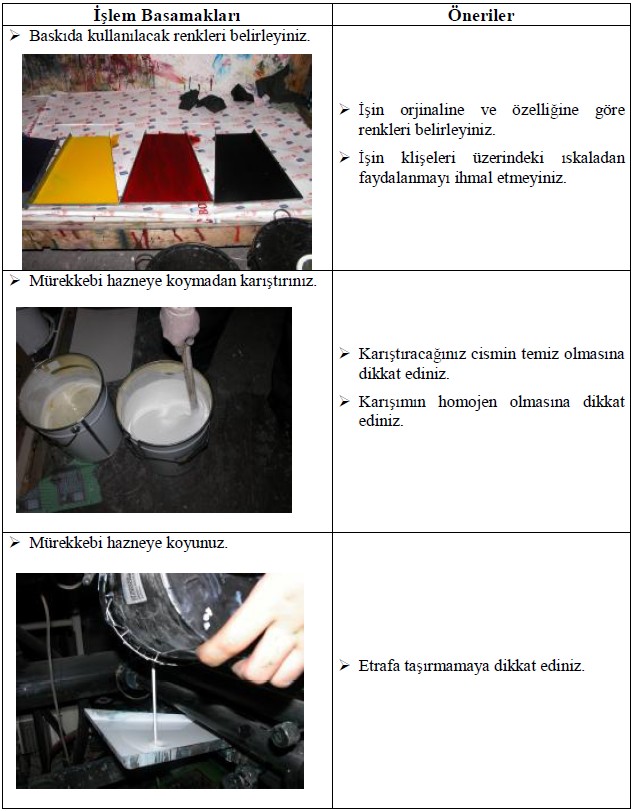
1.1. Mürekkep Hazırlama
Mürekkeplerin
baskıya hazırlığı farklılık arz eder. Mürekkebi hazneye koymadan önce
aşağıdaki hususlara dikkat edilmesi, seri bir baskının kesintisiz ve
kaliteli olması açısından önem taşımaktadır.
- Yapılacak iş için kullanılacak mürekkebin, renk ve sistem bakımından doğru olup olmadığı etiket üzerindeki seri ve kod numaralarından kontrol edilmelidir.
- Hazneye konacak mürekkebin oda sıcaklığında olup olmadığı kontrol edilmelidir.
- (Soğuk depolarda stoklanan mamullerin kullanmdan 1-2 gün önce matbaaya alınarak normal ısıya gelmeleri sağlanmalıdır.)
- Hazne ve silindirin kirli ve solventli olmamasına dikkat edilmelidir.
- Çökme ihtimali göz önünde bulundurularak, mürekkepler ambalajı içerisinde önceden karıştırılmalıdır.
- Kullanılan mürekkep o seri için tavsiye edilen solvent veya solventlerle inceltilerek baskı viskozitesine getirilmelidir.
- %5’den fazla yavaşlatıcı solvent kullanılmasından kaçınılmalıdır. Aksi takdirde solvent beklenen etkinin tersini yapar.
- Renk
ayarlanması için gerekli karıştırma işlemlerinin aynı kodları taşıyan
aynı mürekkep markaları arasında yapılmasına dikkat edilmelidir.
- Yeni bir iş için yeni mürekkep kullanılmalıdır.
- Mürekkep
haznesi kapakları mutlaka baskı sırasında kapatılmalıdır. Bu sayede
mürekkebin silindirlere sıçraması önlenir.
Bütün bu şartlar göz önünde
tutulduğunda problemsiz bir baskı gerçekleşir.
Su bazlı mürekkeplerin baskı şartlarına hazırlanması
> İnceltme sistemi
+ Su
Solvent bazlı mürekkeplerin baskı şartlarına hazırlanması
> İnceltme yöntemi
+ %100 etanol veya mosstanol(%65 Etil Alkol+ %35 IPA) ·
> Kuruma süresini ayarlayıcı solventler
+ Yavaşlatıcı: Metoksipropanol
+ Hızlandırıcı: Etil asetat
UV mürekkeplerin baskı şartlarına hazırlanması
Ek bir işleme gerek kalmadan; direkt kaptan
kullanılabilir. Ancak ekstra spot renk yapımı aşamasında ana renkler
karıştırılarak yeni renk elde edilir.
1.2. Mürekkebin Yapısı
Mürekkep
yapı olarak renk veren maddelerin (pigment veya diğer boyar maddeler)
bir vernik (bağlayıcı) sistemi içerisindeki dağılımıdır. 1.3.Flekso Baskı Mürekkepleri
Matbaa mürekkepleri kimyasal yapı itibarıyla üç ana grupta toplanır. Bunlar;
- Solvent bazlı mürekkepler
- Su bazlı mürekkepler - UV mürekkepler
1.3.1. Solvent Bazlı Mürekkepler
- Renk verici madde oranı %20-25’tir. Bu katılar solvent içerisinde çözünür. - Düzgün yayılır. - Buharlaşma ile çabuk kurur. - Film ve folyo baskısı için idealdir.
- Yanıcıdır. - Çevreye zararlıdır. - Yüksek hızlı sıcak ve kuru hava ile kurutabilir. Flekso baskı tekniğinde solvent bazlı mürekkepler yaygın olarak kullanılır. 1.3.2. Su Bazlı Mürekkepler
- Renk verici madde oranları en fazla %45-35’tir. Katılar su ortamında dağılmış (dispersiyon) olarak bulunur. - Yanıcı değillerdir. - Çevre dostudur. (Solvent emisyonu yoktur.)
- Son 15 yıldır kullanımları artmıştır. - Temizlik beklemeden yapılırsa kolaydır. Aksi halde kuruduktan sonra katı maddeler suda çözünemedikleri için sorun yapar. - Yüksek hızda sıcak ve kuru hava ile kurutulabilir. 1.3.3. UV Mürekkepler
- En yeni teknolojidir. Kurutulmaları gerekmez gaz ya da sıvı atık yoktur. - UV ışınlarına maruz kalana kadar sıvı halde kalan katı maddelerden oluşmuşlardır. - Yoğunlukları sabittir. - Temizliği çok kolaydır. - Mürekkep kararlılığı mükemmeldir. - Renkler parlak ve yumuşaktır. - UV sistemine dönüşüm kolay değildir.
Makinede
çalışma esnasında mürekkebin çok değişik
şartlara uyma zorunluluğu vardır. Mürekkep,
iş olan yerleri tam örtmeli,
homojen akabilmeli ve aynı oranda
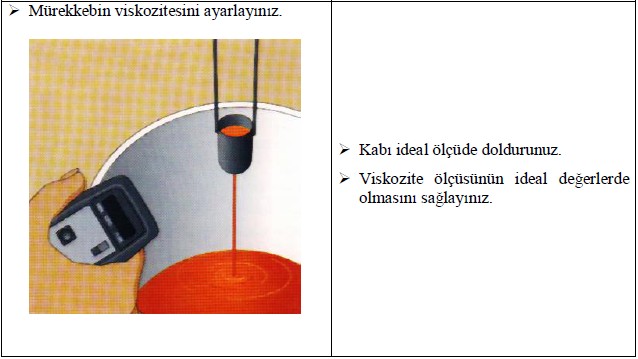
akabilmelidir. 1.4. Viskozite
Viskozite
sıvıların akmaya karşı gösterdikleri direnç olarak tarif edilir. Flekso
baskıda mürekkep yoğunluğu çok önemlidir.
Bu nedenle mürekkebin viskozitesi sürekli
olarak denetlenmelidir. Tifdruk
ve flekso mürekkeplerinin viskozite ölçümü için iki metot kullanılır.
Bunlar, daldırma akışkanlık kabı (DIN4) ve rotasyon viskozite
metresidir. Viskozite daima sıcaklığa bağlı olarak değişir. Viskozite
sıcaklıkla ters orantılıdır. Mürekkeplerde viskozite kontrolü muayyen
sıcaklıkta yapılmalıdır. Bu değer 20 °C veya 25 °C olabilir.
Daldırma akışkanlık kabı olarak Avrupa ‘da Ford ve Frikmar kabı kullanılır. Bununla birlikte ISO ve DIN kabı, Amerika ‘da da Zahn ve Shell kabı kullanılmaktadır. Türkiye'de en çok kullanılan Ford Cup’dır. Flekso baskı mürekkepleri sıvı oldukları için birimi saniye(sn) dir.
Akışkanlık kabının ölçüm prensibi belirli bir mürekkep miktarını (yaklaşık 100 ml) kaptan akma zamanının kronometre ile ölçülmesine dayanır. Bunun için akışkanlık kabı tamamen
mürekkebe daldırılır. Dışarı çıkarıldığı anda kronometre çalıştırılır.
Kaptan akan mürekkep akışı kesildiği anda da kronometre durdurulur. Ölçülen süre test edilen mürekkebin akma zamanıdır. Ölçümden sonra ölçüm kabı derhal solvent ile temizlenmelidir.
Temel olarak viskoziteye etki eden 5 faktör vardır. Bunlar;
- Pigment cinsi, - Pigment oranı, - Bağlayıcı cinsi, - Bağlayıcı oranı, - Çözücü cinsidir.
Flekso mürekkepleri alkol bazlı olmaları nedeniyle buharlaşma ile kısa sürede kurur. Mürekkep buharlaşma ile içinde bulunan alkolün bir kısmını kaybeder, katılaşır, viskozitesi yükselir. Viskozite yükselince baskı kalıbı üzerine taşınan mürekkep miktarı da değişir. Viskozite
artıkça transfer olan mürekkep miktarı
da artar. Fazla mürekkep aniloks merdanelerindeki hücreleri fazlasıyla doldurur. Aynı durum yani transfer olan mürekkep miktarının artması, makinenin baskı süresinin artırılmasıyla da meydana gelir.
Merdane daha hızlı dönünce üzerine daha fazla mürekkep toplanır. Bu nedenle baskı hızının artması halinde viskozite düşer. Bu bakımdan mürekkep viskozitesinin baskı hızı ile dengelenmesi gerekir. Baskı
hızı artırılacak olursa, mürekkep
viskozitesinin de uygun olarak düşürülmesi gereklidir.
Viskozite değeri;
- Oluklularda: 20-25 sn - Diğer kartonlarda: 30-45 sn olup bu değerler makine koşullarına göre değişmektedir. - Alkol bazlı mürekkep kullanılması durumunda viskozite: 14-18 sn - Su bazlı mürekkep kullanılması durumunda viskozite: 16-24 sn
Günümüz
baskı makinelerinde, mürekkep tanklarına
otomatik viskozite metreler monte edilmiştir. Baskı
sırasında viskozite kontrol edilerek otomatik olarak çözücü ilavesi ile
sabit tutulur. Böylece baskıda renk tonundaki sapmalar önlenmiş olur.
UYGULAMA - 1 :
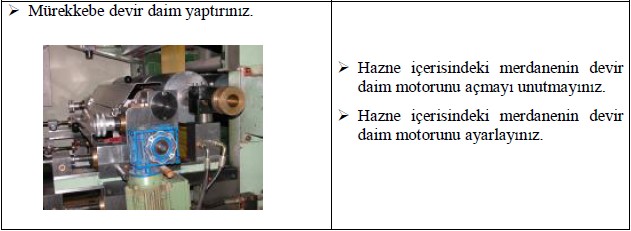
2.ÜNİTELERE MÜREKKEP VERMEK 2.1. Mürekkep Merdaneleri
Mürekkebin
bulunduğu mürekkep haznesinin içinde
dönen sisteme göre değişen genellikle
kauçuk kaplanmış mürekkep, hazne
silindiri mürekkebi sistemin diğer elemanlarına
aktarmakla görevlidir. Bu silindir hazneden kauçuk yardımıyla aldığı mürekkebi temas halinde olduğu tramlı (aniloks) silindire aktarır.
2.2.Mürekkep Ünitelerinin Yapısı
Flekso
baskı makinesinin mürekkep ünitesi; mürekkep haznesi, mürekkep
merdanesi, transfer merdanesi, sıyırıcı rakle ve devir daim sisteminden
oluşmaktadır.
2.3.Ünitelere Renk Vermek
Ünitelere
renk verilmesi aşamasında işin özelliği dikkate alınmalıdır. Örneğin
düz baskı ile ters baskı renk sırası farklılık gösterir. Eğer iş CMYK
ise ters baskılarda siyahtan başlanmalıdır. Düz baskı ise Cyan’dan
başlamak suretiyle devam edilir. Ek
renkler söz konusu ise rengin
durumuna göre değişiklik yapılabileceği gibi
genellikle CMYK’nın devamına yerleştirilir. Baskıya zemin olarak mesela
beyaz atılacaksa ters baskıda en son, düz baskıda ise ilk üniteye
verilmelidir.
UYGULAMA - 2 :
3.KALIP MONTAJI 3.1.Flekso Kalıp Montaj Teknikleri Flekso baskı kalıplarının montajı; Taksimatlı kalıp silindirine ve Slev (gömlek) silindirine olmak üzere iki çeşittir.
- Taksimatlı silindir üzerine montaj: Taksimatlı silindirlerin yüzeyleri klişe silindirinin çapı ve boyu ile orantılı, değişen dikdörtgen parçalara bölünmüştür.
Bu çizgiler, montaj sırasında klişenin düz veya diyagonal olarak bağlanmasını kolaylaştırır. - Slev (Gömlek) üzerine montaj: Slev, klişelerin üzerine montaj edilerek silindire geçirildikleri araçlardır. Kısa metrajlı ve tekrarlanan işler, klişenin tekrar
ayarlanarak monte edilmesine gerek kalmadan ekonomik olarak basılmasını sağlayan araçlardır. Polyester, çelik, nikel, durofleks (üretan) ve kaplı slev
çeşitleri mevcuttur. Bu montaj basınçlı hava ile gömleğin silindire takılması
ile yapılır. Günümüzde
bu montaj sistemi çoğunlukla kullanılmaktadır.
3.2.Kalıp Montaj Malzemeleri
Flekso baskı kalıpları; Klişe, klişe silindiri ve montaj bandından oluşmaktadır.
- Klişe silindiri: Klişelerin
üzerine monte edildiği değişik çaplara sahip silindirlerdir. İşin
boyutuna göre çap kalınlıkları değişiklik gösterebilir. - Klişe bantları:
Klişelerin baskı silindirine montajı flekso montaj bantlarının yardımı
ile gerçekleştirilir. Bu bantlar yapı olarak yapışkan taşıyıcı ve
koruyucu
tabaka olmak üzere üç bölümden oluşur.
Flekso
baskıdaki araştırmalar kendini yapıştırma
bantlarında da gösterir. Bu araştırmalar
fleksoyu tek montaj bandıyla sınırlamayıp
basılacak işin türüne göre kullanılabilecek montaj
bantlarını ortaya çıkarmıştır. Yeni sistem flekso montaj bantlarından
kompozit köpük taşıyıcılı bantları sayabiliriz. Bu bantların yapısına
örnek olarak “Tese Softprint” bantları gösterebiliriz.
Bu klişelerle zemin ve tramlı baskıları aynı klişede basmak mümkündür. Değişken esneklik arz eder. Yapıştırıcı bantlar belirli bir basınç altında çalışırken baskı klişelerinin şeklini bozmayacak, koruyucu özellikte olmalıdır. Yapışkanlık özelliğini kaybetmeyerek klişeyi silindirde aynı ölçüde tutmalıdır. Kompozit, köpük yapılı bantlar bu özellikleri tamamen sağlayacak özelliktedir. Özellikle polyester stabilizasyon folyosu, basınç esnasında klişelerdeki forma göre tüm yanal yüzleri taşıyacak, dikey yükleri dengeli dağıtacak ve yapışkan dengesini sağlayacak özelliktedir. Montaj esnemesinden sonra kompozit köpük çok az yük ile esner. Ek forsa sabit yük altında çoğunlukla bant tarafından emilir.
 |  |
3.3.Kalıp Montaj Makineleri
Çift
tarafı yapışkanlı klişe bandı, bağlanarak klişe ebatlarında kesilir.
Kalıntısız ve temiz yüzeye klişe montaj bandı, altında hava kalmamasına
dikkat edilerek yapıştırılır. Klişe bandının yapışkanı üzerinde yer
alan hava kanallarından havanın çıkabilmesi için bandın montaj yönü
rulodan açılma yönüne paralel olmalıdır.
Yine de hava
baloncukları kalmışsa delinerek boşaltılır. Bandın koruyucusu
çıkartılır. Ek yerlerinin ve kenar kısımlarının tam yapışması
önemlidir. Klişe istenildiği şekilde ayarlanır ve bandın üzerine tam
temas edecek şekilde yapıştırılır. Klişe, bant üzerine iki tarafa sert
sıvazlamalarla yerleştirilir. Tam ayar bulunduktan sonra iki tarafa
doğru sert sıvazlamalarla hava kabarcıkları alınır. Klişeler, açılma
eğilimlerini minimuma indirmek için önceden ıslatılarak, baskıya kadar
bir streç filme sarılı halde bekletilir.
Eğer monitörlü bir
montaj makinesi kullanılıyorsa kroslar yardımı ile deseni
oluşturacak tüm parçalar aynı hizada ayarlanır, kolayca üst üste baskı
yapacak duruma gelir. Aksi halde deneme yanılma ve ustanın
alışkanlıkları önemli faktör halini alabilir.
Deneme baskısı ve
ayar işlemleri bitince kenar kalkmalarına karşı klişelerin kenarları
bantlanır. Bağlanacak her klişe için aynı işlemler uygulanır.
|  |
Flexographic Machine - Flexoprinting - Flexo Baskı Makineleri - Flexo Baskı - Flekso Baskı Makinası |
Copyright © MATESAN
Makine Teknolojileri
Sanayi - Innovation in the Machinery [ 2010 - 2011 ] info@matesan.com Tel :+90 216 527 35 61 - Fax :+90 216 527 35 62 |





